




Применение лазерной сварки в мостостроении АО «НИИ мостов»
В 2015-18 г.г. в АО «НИИ мостов» проведены усталостные испытания сварных стыковых соединений, выполненных лазерной и гибридно-лазерной сваркой в ООО НТО «ИРЭ-Полюс». Образцы для усталостных испытаний были изготовлены из стали 10ХСНДА-2 по ТУ 14-1-5120-2008.
Целью усталостных испытаний являлось определение ограниченного предела выносливости образцов на базе 2,0 млн. циклов приложения нагрузки.
Усталостные испытания образцов серии 1 (сварные стыковые соеди-нения выполнены лазерной сваркой) проводились на прессе-пульсаторе ЦДМ-100 с частотой равной 324 цикла в минуту на базе 2 млн. циклов приложения нагрузки (рисунок 1.1).

Рисунок 1.1- Испытание образцов на прессе-пульсаторе ЦДМ-100
Контроль напряжений в образцах и характеристики цикла для каждого образца производились по двум датчикам, установленным с каждой стороны рабочей зоны образца. Контроль напряжений в процессе испытаний образцов производился системой тензометрического контроля (рисунок 1.2).

Рисунок 1.2 – Система тензометрического контроля
Кривая усталости образцов серии 1 при асимметрии цикла ρ = 0,1 показана на рисунке 1.3.
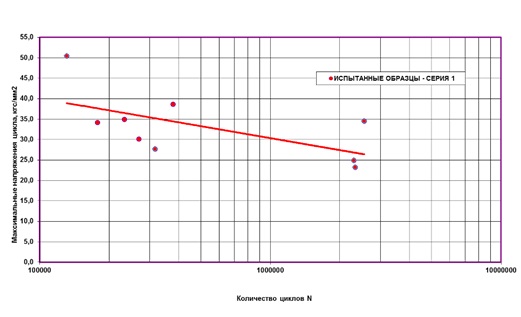
Рисунок 1.3 – Результаты испытаний образцов серии 1
Усталостные испытания образцов серии 2 (сварные стыковые соединения выполнены гибридной сваркой) проводились на прессе-пульсаторе ЦДМ-100 с частотой равной 324 цикла в минуту на базе 2 млн. циклов приложения нагрузки (рисунок 1.4). Кривая усталости образцов серии 2 при асимметрии цикла ρ = 0,1 показана на рисунке 1.5.

Рисунок 1.4- Испытание образца серии 2 на прессе-пульсаторе ЦДМ-100
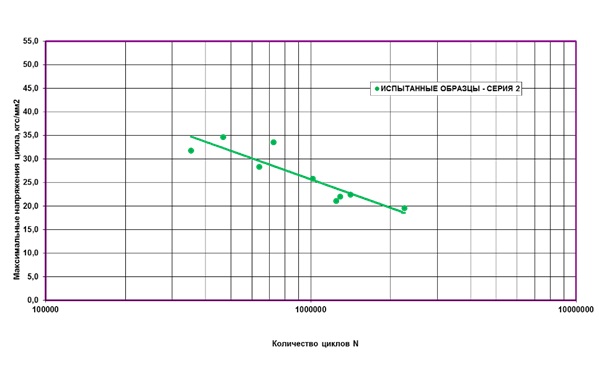
Рисунок 1.5 – Результаты испытаний образцов серии 2
Усталостные испытания образцов сварных соединений с угловыми поперечными швами выполненных лазерной сваркой (серия 3) проводились на прессе-пульсаторе ЦДМ-100 с частотой равной 324 цикла в мину-ту на базе 2 млн. циклов приложения нагрузки (рисунок 1.6).

Рисунок 1.6- Испытание образца серии 3 на прессе-пульсаторе ЦДМ-100
Кривая усталости образцов серии 3 при асимметрии цикла ρ = 0,1 показана на рисунке 1.7.
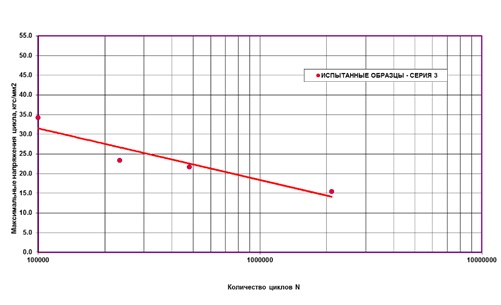
Рисунок 1.7 – Результаты испытаний образцов серии 3
По результатам проведенных испытаний определен эффективный коэффициент концентрации напряжений (β) сварных соединений с поперечными угловыми сварными швами: β = 2,30, что не превышает значения эффективного коэффициента концентрации напряжений для таких соединений, выполненных автоматической сваркой.
В 2016-17 г были проведены усталостные испытания моделей узлов одноярусной ортотропной плиты балластного корыта пролетных строений железнодорожных мостов. Цель работы − экспериментально-расчетная оценка долговечности узлов одноярусной ортотропной плиты балластного корыта пролетных строений железнодорожных мостов.
Модели для испытаний были изготовлены из стали 10ХСНДА-12 по ТУ 14-1-5120-2008. Угловые швы в узлах пересечения продольных и по-перечных ребер были выполнены лазерной сваркой. Лазерной сваркой были выполнены угловые швы соединений поперечных ребер и верхних поясов.
На моделях ортотропной плиты исследовалась работа поперечных ребер плиты на изгибающий момент и поперечную силу. Модели имити-ровали работу поперечных ребер ортотропной плиты в местах их пересе-чения с продольными ребрами.
Целью усталостных испытаний было определение ограниченного предела выносливости узлов моделей на базе 2,0 млн. циклов приложения нагрузки.
Данная конструкция одноярусной ортотропной плиты балластного корыта используется в унифицированных конструкциях железнодорожных пролетных строений мостов.
Усталостные испытания моделей ортотропной плиты на динамиче-ские нагрузки проводились на прессе-пульсаторе ЦДМ-200 ПУ (рисунок 1.8). Испытательная нагрузка передавалась на образец через систему рас-пределительных балок.

Рисунок 1.8 – Испытание моделей на прессе-пульсаторе ЦДМ-200 ПУ
на динамическую нагрузку
Характер усталостных трещин показан на рисунках 1.9…1.11.

Рисунок 1.9 – Модель Р1. Трещины от выреза у продольного ребра 3.

Рисунок 1.10 – Модель Р5. Трещина от выреза у продольного ребра 3

Рисунок 1.11 – Модель Р5. Трещина от выреза у продольного ребра 1
Диаграммы усталости моделей, выполненных с применением лазер-ной и электродуговой сварки, при асимметрии цикла ρ = 0,2 приведены на рисунке 1.12.
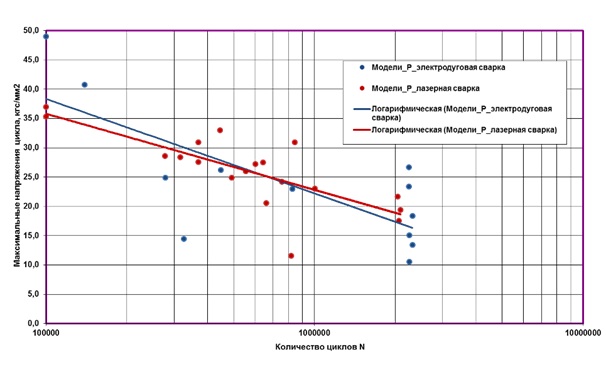
Рисунок 1.12 – Результаты испытаний моделей с применением лазерной и электродуговой сварки при асимметрии цикла ρ = 0,2
Проведенные усталостные испытания моделей узлов пересечения продольных и поперечных ребер ортотропных плит (лазерная сварка) на прессе-пульсаторе ЦДМ-200 ПУ на базе 2,0 млн. циклов приложения нагрузки показали:
Усталостные трещины в испытанных моделях возникают от сварных вертикальных швов, в местах пересечения продольных и по-перечных ребер, и распространяются в стенках поперечных ребер.
Значение ограниченного предела выносливости узлов пересечения продольных и поперечных ребер ортотропных плит при 2 млн. циклов приложения нагрузки равно σ0,2 = 18,88 + 2 · 0,89 кгс/мм2..
Проведенные усталостные испытания моделей узлов пересечения продольных и поперечных ребер ортотропных плит (электродуговая сварка) на прессе-пульсаторе ЦДМ-200 ПУ на базе 2,0 млн. циклов приложения нагрузки показали:
Усталостные трещины в испытанных моделях возникают от сварных вертикальных швов, в местах пересечения продольных и по-перечных ребер, и распространяются в стенках поперечных ребер.
Значение ограниченного предела выносливости узлов пересече-ния продольных и поперечных ребер ортотропных плит при 2 млн. циклов приложения нагрузки равно σ0,2 = 17,23 + 2 · 2,08 кгс/мм2..
Проведенные усталостные испытания моделей показали, что вы-носливость соединений выполненных лазерной сваркой не ниже вы-носливости соединений, выполненных с применением электродуговой сварки.
По результатам проведенных исследований разработаны:
- СПЕЦИАЛЬНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ (СТУ) на проектирование опытного металлического пролетного строения железно-дорожного моста с применением лазерной сварки;
- СПЕЦИАЛЬНЫЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ (СТУ) на за-водское изготовление опытного металлического пролетного строения железнодорожного моста с применением лазерной сварки.